 |
| |
|
������Ͻ�ѧ�����Ժ�ǿ���������γ����۵�����Ĥ�������Ժã�����ʱ�ײ���δ�ۺ�ȱ�ݡ�����Ĥ�ܶ�ͬ�����ܶȼ���ӽ��������ں������γɼ��������Ĥ������ˮ�֣��״�ʹ����������ס����⣬������Ͻ��������ϵ����ԼΪ�ֵ�2�����������ʸߣ��ֵ�3���ࣩ������ʱ���ײ���Ӧ���ͱ��Ρ�
|
|
1.�������ף������ף�
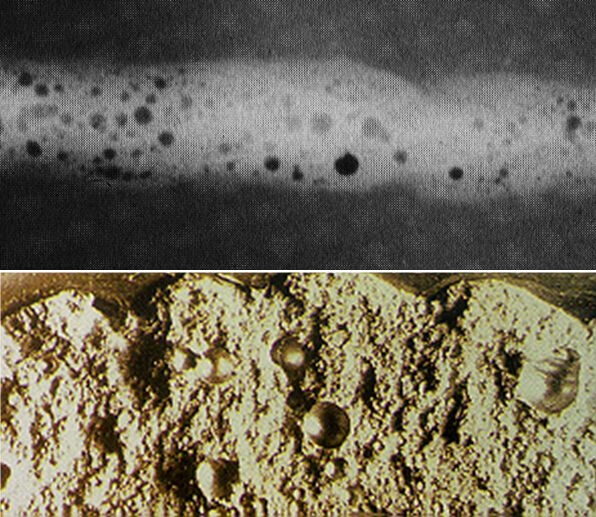
��1��ԭ���⡣��Դ�����������е�ˮ�֡������Լ�ĸ����������ˮ�֡����У���˿��ĸ�ı�������Ĥ������ˮ�֣��Ժ������IJ�������ռ��ͻ����λ�� |
 |
|
��2����ֹ��ʩ��
�ټ��������Դ�����ģ���˿����������������ȣ����ﴦ����������������
�ڿ��ƺ��ӹ��գ�TIG�������ô������Ͻϸߵĺ����ٶȣ�MIG�������ͺ����ٶȺ��������������Ҫʱ��Ԥ�ȡ�
|
| |
2.����������
��1��ԭ�����Ͻ����ڵ��͵Ĺ����Ͻ������¶�����������Ͻ��������ϵ���ȸ�Լ��2�����ھ��������º���ʱ�ײ����ϴ�ĺ���Ӧ������ʹ���Ͻ���нϴ��������� |
 |
|
��2�����δ�ʩ��
�ٲ����������еĺ��ӷ�����������ʵ�ֿ��ٺ��ӣ���ֹ����������ǿ�Ĵִ���״�����Ը��ƿ����ԡ�
��ע�⺸˿��ĸ�ĵ�ƥ�� |
| |
|
3.���ӽ�ͷ������ǿ�����D���ӽ�ͷ��������
��ʱЧǿ�����Ͻ�HAZ������������Ӳ�����Ͻ𣬶����ۺ�������˵����ͷ�������ɱ��⡣
ʱЧǿ�����Ͻ�HAZ�������������ڲ���С�ĺ�����������
4.���ӽ�ͷ����ʴ���½�
���ӽ�ͷ����ʴ��һ�㶼����ĸ�ģ��ȴ���ǿ�����Ͻ���Ӳ������ͷ����ʴ���ܵĽ����������ԡ���ͷ��֯Խ�����ȣ�Խ������ʴ�ԡ�
���ƴ�ʩ��
�ٸ��ƽ�ͷ��֯�ijɷֵIJ������� ��Ҫ��ͨ�����Ӳ���ʹ����Ͻ�ϸ����������ֹȱ�ݣ�ͬʱ�������ӹ����Լ�С��Ӱ����������ֹ���ȡ������ȴ����кܺõ�Ч����
����������Ӧ�� ���þֲ������취�������ֲ�������Ӧ����
�۲�ȡ������ʩ
|
| |
|
������Ͻ�ĺ��ӹ���
��1����ǰ����
��е���������ù���ﱵ����磨�磩��ϳ������˿�ֵȹ���������������ͨﱵ�����ɰ��ɰֽ��ɰ����ɰ�֣�������
��ѧ����
��2��Ԥ�ȡ�����¶ȼ����¶Ȳ���
��3�������������Ͻӽṹ�ĺ��ӷ����У�
�ټ�벻����ȣ�TIG�����ۻ����������屣������MIG���������ӻ�����PLW����ǥ��������Ħ����������Ħ������FSW�������躸�ȡ�
��4�����ӱ�����ý���TIG��������3mm���ϵİ����MIG����һ�����DCRPֱ�����ӣ���
��5����˿ѡ��ͬ�ʡ����ʡ����Ͻ�˿��ѡ���뿼�ǵļ����ǣ��ٿ����ͣ���ǿ�ȣ�����ʴ�ԣ���ϡ���ԣ�����ɫ�� |
| |


